
🏭 Виробництво
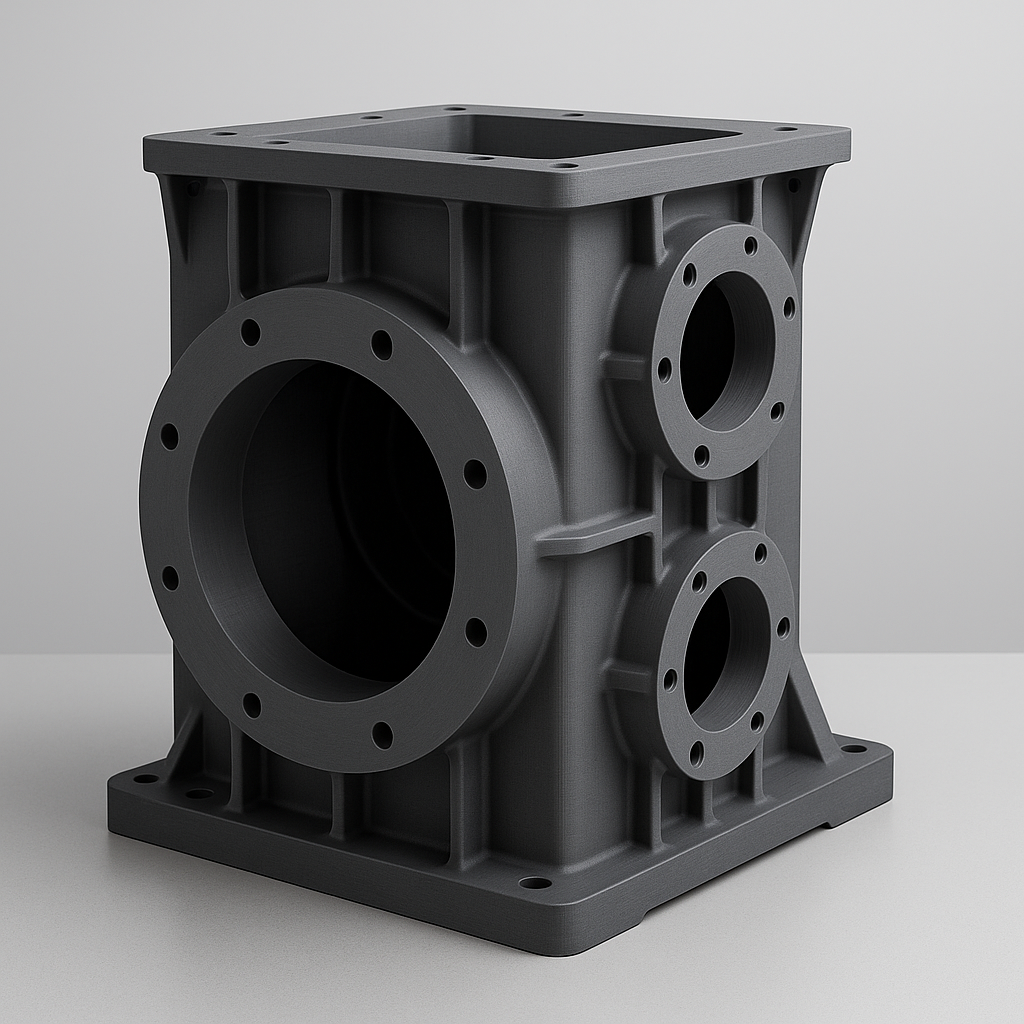
Корпус вентиляційного агрегату
Замінив металеву зварну конструкцію. Вага зменшена на 60%, вартість — вдвічі дешевше. Термін — 4 дні.
Відкрити повний опис
Задача → матеріал → розмір → результат. Без постановки — реальні вироби з виробництва.
Замінив металеву зварну конструкцію. Вага зменшена на 60%, вартість — вдвічі дешевше. Термін — 4 дні.

Деталь знята з виробництва, аналогів немає. Хімічна стійкість до добрив, точні посадки під підшипники.
Серія 50 однакових деталей за тиждень. Повторюваність ±0.2 мм, готово до монтажу без додаткової обробки.

Легкий корпус з ASA — UV-стійкий, витримує польоти за будь-якої погоди. Виготовлення під конкретне ТЗ.

Дві ітерації за 5 днів. Перевірка ергономіки, посадок і геометрії до запуску серійного виробництва.

Складна геометрія колони, неможлива для стандартної опалубки. Надруковано частинами і зібрано — точність 0.5 мм.

Замінив литий алюмінієвий кронштейн. PA+CF легший, не іржавіє, витримує аналогічне навантаження.

Клієнт звернувся з потребою замінити зношені оригінальні насіннепроводи на сівалці. Завдання — виготовити комплект кастомних направляючих, які забезпечують рівномірн...
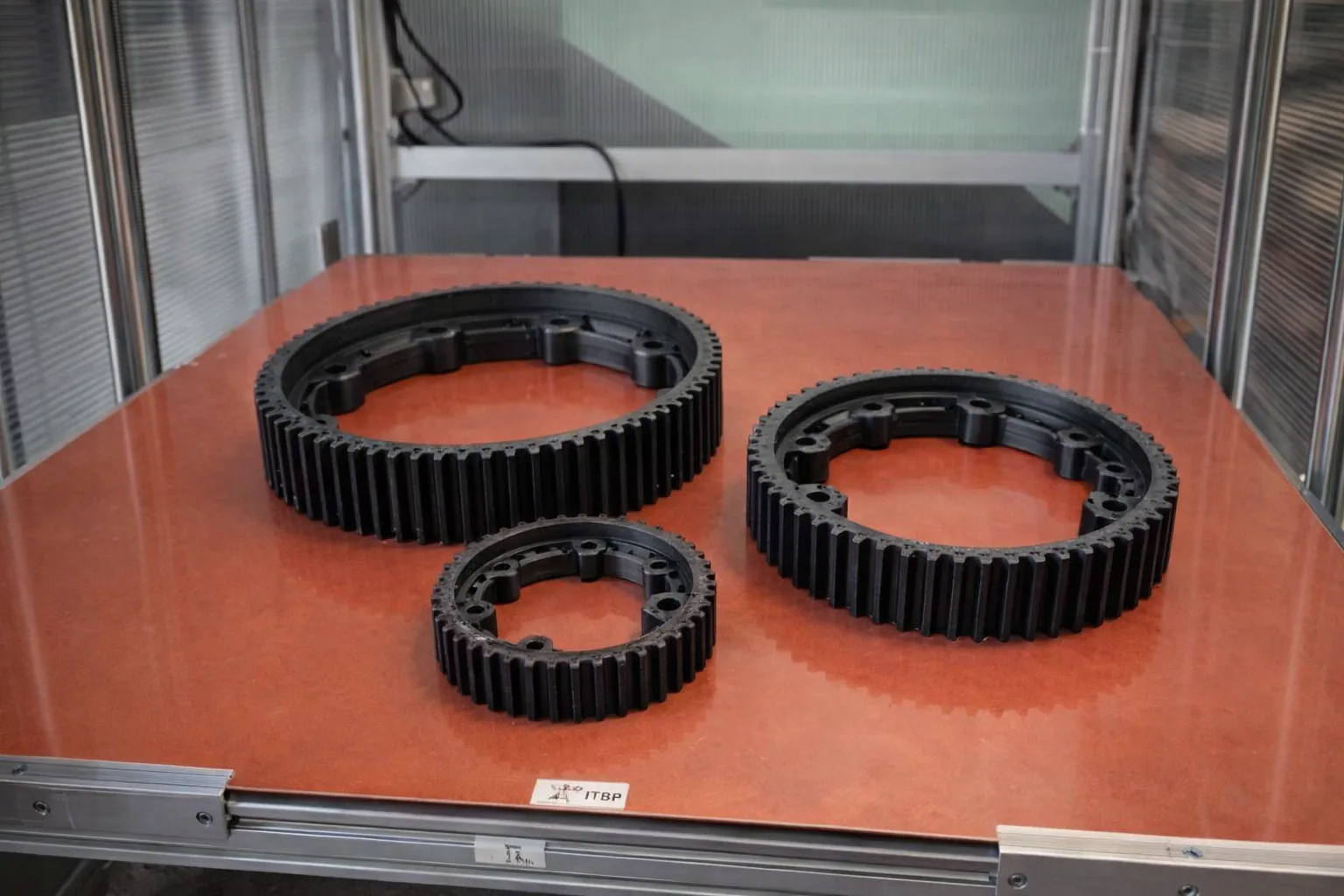
Виготовляємо шестерні будь-якого розміру, складності та рівня міцності методом промислового 3D-друку. Прямі, косозубі, конічні, черв’ячні, з внутрішнім зачепленням, ...

Розробка та виготовлення комплекту крил для розвідувального/ударного БПЛА. Завдання — максимально зменшити вагу при збереженні жорсткості, аеродинаміки та стійкості ...
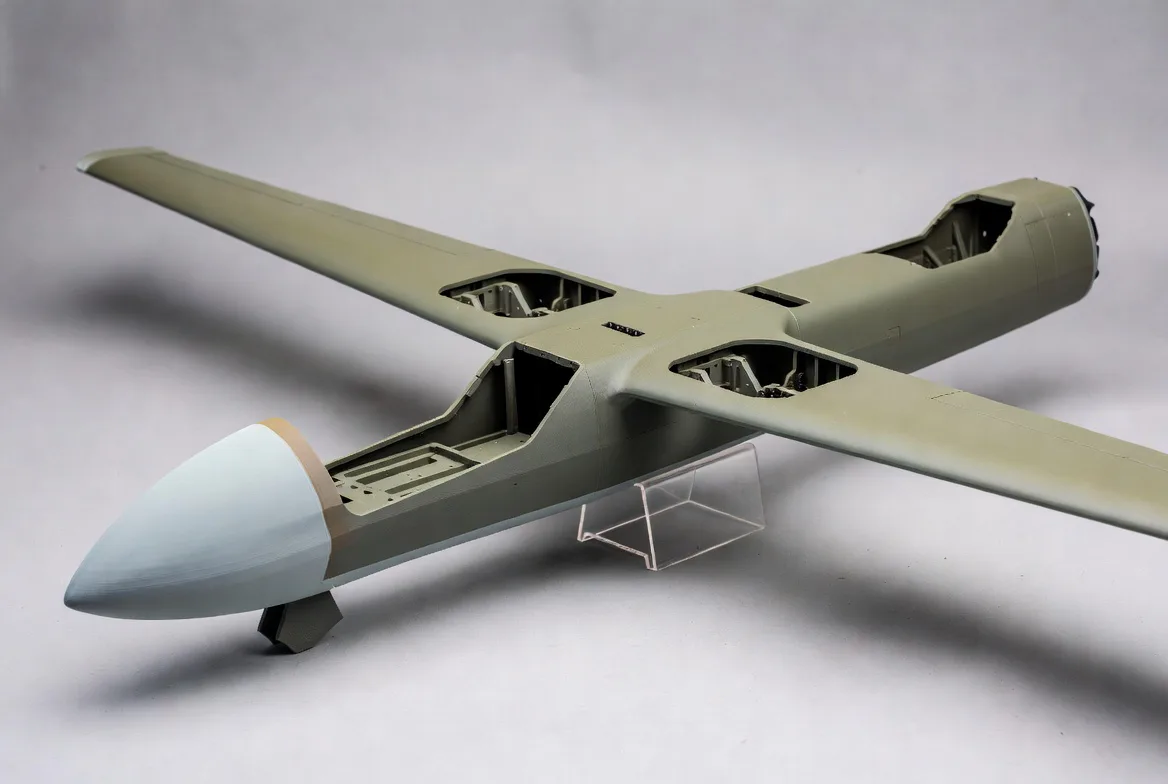
Клієнт потребував повного фюзеляжу для FPV-ударного БПЛА з інтеграцією відсіків під акумулятор, електроніку та корисне навантаження. Головні вимоги — мінімальна вага...

Виготовлення повнорозмірних навчально-тренувальних макетів мін для саперних підрозділів та навчальних центрів. Потрібна точна копія за формою, вагою та розподілом ма...

Клієнт з виробничого підприємства потребував термінову заміну корпусу промислового насоса, який вийшов з ладу через корозію та механічні навантаження. Традиційне лит...

Клієнт з R&D-відділу (науково-дослідна установа / інженерне бюро / стартап) потребував швидкого переходу від CAD-моделі до фізичного прототипу для тестування нової р...

Клієнт із будівельної компанії потребував опалубки для заливки декоративних бетонних елементів зі складною криволінійною геометрією та рельєфом (фасади, колони, карн...

До нас звернулися, тому що вивіска була нестандартною зі складною геометрією — об’ємні літери з глибоким рельєфом, вигнутими елементами та інтегрованим логотипом. Зв...

На виробничій лінії упаковки вийшла з ладу косозуба шестерня Ø640 мм. Оригінальна імпортна деталь із Європи мала строк поставки 4–6 тижнів. Лінія простоювала — кожна...

На техніці John Deere вийшов з ладу демпфер крутильних коливань RE520465. Оригінальна запчастина коштує 43 486 грн і має довгий строк поставки. Зняли розміри зі злам...

Надрукували деталь методом 3D-друку. Конструкція включає: * циліндричний корпус для розміщення механізму * посилені ребра жорсткості * відкриту нижню частину для точ...

Виготовили першу секцію великогабаритного технічного виробу методом промислового 3D-друку з ABS-пластику. Розмір секції — 300×300×600 мм. Загалом виріб складається з...
Надішліть файл або опишіть задачу — визначимо матеріал і дамо вартість.